图示麻花钻的各主要角度,并叙述麻花钻刃磨的技术要求。 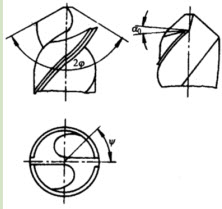 图4-7麻花钻的主要刃磨角度
图4-7麻花钻的主要刃磨角度
正确答案:
麻花钻的主要刃磨角度如图4-7所示。
麻花钻的切削刃用钝后,为了恢复其切削性能,必须进行刃磨。刃磨时只刃磨两个后刀面,但却要同时保证后角、顶角和横刃斜角都达到正确的角度。
(1)顶角2 顶角又称为锋角,是两条主切削刃在与其平行且通过钻心的平面上投影的夹角。顶角2应根据不同材料进行合理选择,并在钻头刃磨时磨出。出厂时,标准麻花钻的顶角为118º±2º。
(2)后角α0切削刃上各点的后角,是钻头后刀面与切削平面之间的夹角。切削刃上各点的后角不相等,即外小内大。通常所说的后角是指麻花钻外缘处的后角。刃磨后角时,应根据不同的材料和钻头直径的大小确定后磨出。一般直径小于15mm的钻头,α0=10º~14º;直径为15~30mm的钻头,α0=9º~12º。
(3)横刃斜角 横刃斜角是横刃与主切削刃在钻头端面投影的夹角。横刃斜角的大小与后角和顶角的大小有关。后角刃磨正确的标准麻花钻=50º~55º。
麻花钻的切削刃用钝后,为了恢复其切削性能,必须进行刃磨。刃磨时只刃磨两个后刀面,但却要同时保证后角、顶角和横刃斜角都达到正确的角度。
(1)顶角2 顶角又称为锋角,是两条主切削刃在与其平行且通过钻心的平面上投影的夹角。顶角2应根据不同材料进行合理选择,并在钻头刃磨时磨出。出厂时,标准麻花钻的顶角为118º±2º。
(2)后角α0切削刃上各点的后角,是钻头后刀面与切削平面之间的夹角。切削刃上各点的后角不相等,即外小内大。通常所说的后角是指麻花钻外缘处的后角。刃磨后角时,应根据不同的材料和钻头直径的大小确定后磨出。一般直径小于15mm的钻头,α0=10º~14º;直径为15~30mm的钻头,α0=9º~12º。
(3)横刃斜角 横刃斜角是横刃与主切削刃在钻头端面投影的夹角。横刃斜角的大小与后角和顶角的大小有关。后角刃磨正确的标准麻花钻=50º~55º。
答案解析:有

微信扫一扫手机做题

