编程题: 用数控车床加工如图所示零件,材料为45号钢调质处理,毛坯的直径为44mm,长度为180mm。按要求完成零件的加工程序编制。[注:工件坐标原点设在右端面时,P1点的坐标为:(17.055,-100.757)、P2点的坐标为:(17.055,-89.243)]。 (1)粗加工程序使用固定循环指令; (2)对所选用的刀具规格、切削用量等作简要工艺说明; (3)加工程序单要字迹工整。 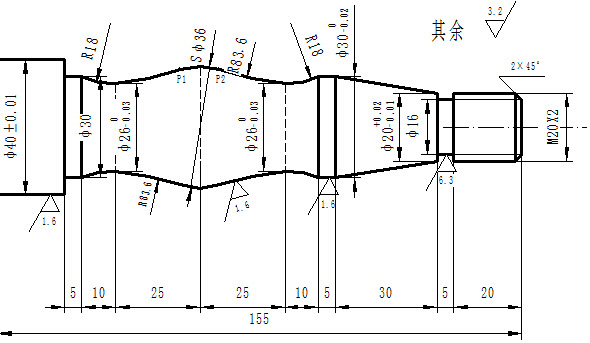
正确答案:
1号刀35º仿形车刀(粗车)
2号刀35º仿形车刀(精车)
3号刀60º螺纹车刀
4号刀切刀(4.5mm宽)
%3243
T0101
M03S500
M08
G00X46Z2
G71U1.5R1P100Q200X0.3Z0.1F50
G00X100
Z100
T0202
G00X46Z2
N100G00X0
G01Z0F30
X16
X20Z-2
Z-25
X20.005
X29.99Z-55
Z-60
G02X25.985Z-70R18
X34.11Z-89.243R83.6
G01X36Z-95
X34.11Z-100.757
G02X25.985Z-120R83.6
X30Z-130R18
G01Z-135
X40
N200Z-160
G00X100
Z100
T0303
M03S200
G00X25Z5
G82X18Z-20R3E1C1F2
G82X17Z-20R3E1C1F2
G82X16.536Z-20R3E1C1F2
G82X16.536Z-20R3E1C1F2
G00X100
Z100
T0404
M03S300
G00X25Z-20
G01X16F30
G00X25
Z-20.5
G01X16F30
G00X46
Z-155
G01X0F30
G00X100
Z300
M09
M30
2号刀35º仿形车刀(精车)
3号刀60º螺纹车刀
4号刀切刀(4.5mm宽)
%3243
T0101
M03S500
M08
G00X46Z2
G71U1.5R1P100Q200X0.3Z0.1F50
G00X100
Z100
T0202
G00X46Z2
N100G00X0
G01Z0F30
X16
X20Z-2
Z-25
X20.005
X29.99Z-55
Z-60
G02X25.985Z-70R18
X34.11Z-89.243R83.6
G01X36Z-95
X34.11Z-100.757
G02X25.985Z-120R83.6
X30Z-130R18
G01Z-135
X40
N200Z-160
G00X100
Z100
T0303
M03S200
G00X25Z5
G82X18Z-20R3E1C1F2
G82X17Z-20R3E1C1F2
G82X16.536Z-20R3E1C1F2
G82X16.536Z-20R3E1C1F2
G00X100
Z100
T0404
M03S300
G00X25Z-20
G01X16F30
G00X25
Z-20.5
G01X16F30
G00X46
Z-155
G01X0F30
G00X100
Z300
M09
M30
答案解析:有

微信扫一扫手机做题